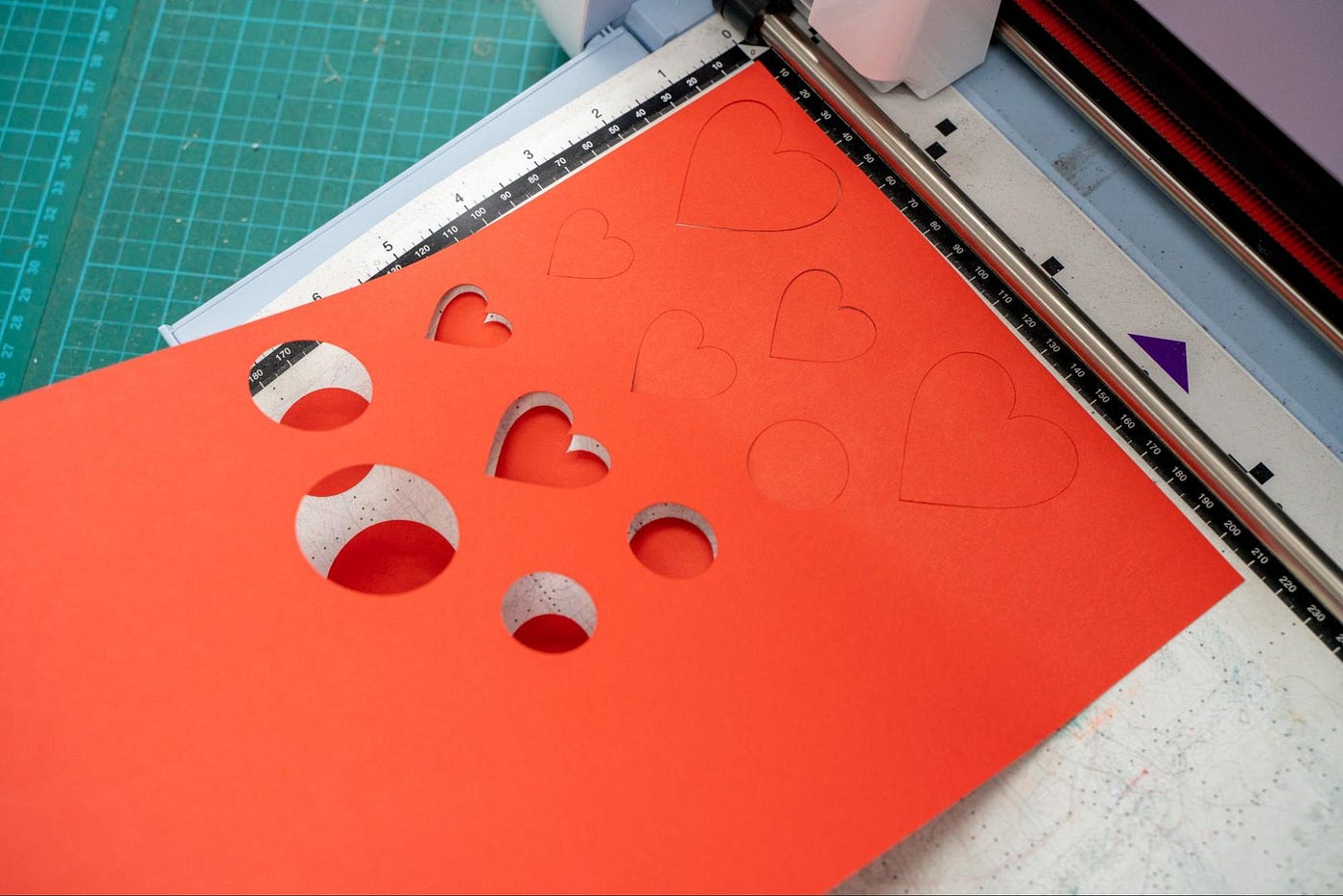
Laser cutting is a technology that employs a laser to vaporize materials, resulting in precise cutting edges. Originally utilized mainly in industrial manufacturing, it has now found applications in various sectors including education, small-scale businesses, architecture, and hobbies. Laser cutting operates by guiding a high-power laser beam through optics. Laser optics and CNC (computer numerical control) are employed to direct the laser beam onto the material. A commercial laser cutter utilizes a motion control system to follow a CNC or G-code pattern, guiding the laser beam onto the material. The focused laser beam interacts with the material, causing it to melt, burn, vaporize, or be blown away by a gas jet, resulting in a cut edge with a high-quality surface finish.
History
The genesis of laser cutting dates back to 1965 when the first production laser cutting machine was utilized to drill holes in diamond dies. Developed by the Western Electric Engineering Research Center, this machine marked the inception of laser cutting technology. Subsequently, in 1967, the British pioneered laser-assisted oxygen jet cutting for metals. By the early 1970s, this technology was employed for cutting titanium in aerospace applications. Concurrently, CO2 lasers were adapted for cutting non-metals like textiles due to their inadequate power to overcome the thermal conductivity of metals.
The Process
Laser cutting involves focusing the laser beam using a high-quality lens onto the work zone, with the beam's quality directly affecting the focused spot size. The narrowest part of the focused beam typically measures less than 0.0125 inches in diameter, enabling kerf widths as small as 0.004 inches depending on the material thickness. To initiate cutting away from the edge, a pierce is performed before every cut. This piercing process involves a high-power pulsed laser beam creating a hole in the material, taking several seconds depending on the material's thickness.
The coherent light rays from the laser source typically have a diameter ranging from 0.06 to 0.08 inches, which is focused and intensified to a very small spot of about 0.001 inches using a lens or mirror. To achieve a smooth finish during contour cutting, the direction of the beam polarization is rotated around the periphery of a contoured workpiece. For sheet metal cutting, the focal length is usually 1.5 to 3 inches.
Advantages of laser cutting over mechanical cutting include easier work holding and reduced contamination of the workpiece, as there is no cutting edge to become contaminated. Precision is often better since the laser beam does not wear during the process, and there is a reduced chance of warping the material due to the small heat-affected zone. Additionally, laser cutting can handle materials that are difficult or impossible to cut by traditional means.
While laser cutting for metals offers precision and energy efficiency compared to plasma cutting, industrial lasers may not penetrate thicker metals as effectively as plasma machines. However, newer, higher-power laser machines are approaching plasma machines in their ability to cut through thick materials, albeit at a higher capital cost.